The publisher:wanzhi|viewed: 1429
Release time:2020-10-30
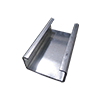
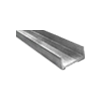
1. Features of processing technology of fine casting of cold drawn channel steel :
1. Since the shortening of fine casting of cold drawn channel steel greatly exceeds that of cast iron, in order to avoid the shortcomings of shrinkage cavity and cold drawn channel steel shrinkage in castings, most methods such as riser and cold iron and subsidies are used in the casting process to complete the sequence Congealed.
In order to avoid shrinkage, porosity, porosity and cracks in cold drawn channel steel castings, cold drawn channel steel should make its wall thickness uniform, avoid sharp and right-angle structures, add sawdust to the molding sand, and in the core Adding coke, and choosing hollow cores and oil sand cores to improve the concession and air permeability of sand molds or cores.
2. Due to the poor fluidity of molten steel, in order to avoid cold separation and lack of pouring of cold drawn channel steel castings, the wall thickness of the steel castings should not be less than 8mm; choose dry casting or hot casting; appropriately increase the pouring temperature, generally The temperature is 1520°~1600°C. Due to the high pouring temperature, the molten steel has a high degree of overheating and a long time of maintaining the liquid state, the fluidity can be improved. However, if the pouring temperature is too high, cold drawn channel steel will cause defects such as coarse grains, hot cracks, pores and sand sticking. Therefore, the casting temperature of fine castings with small, thin walls and messy shapes is about the melting point temperature of steel + 150℃
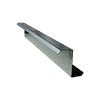
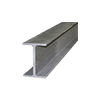
Galvanized channel steel preservation
1. The hot-dip galvanized products that do not need to be shipped immediately should be stored in the finished product storage site in time. The storage site can be a shed, a factory building, or an open space. Storage site and hot-dip galvanizing
The distance of the refurbishment process of the production line, under the condition of "protection distance to prevent acid mist, smoke and other corrosion", the closer the better, which can effectively save the cost of secondary transportation.
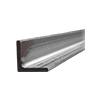
2. The trimmed hot-dip galvanized angle steel cannot be stored in the hot-dip galvanizing workshop for a long time. It must be sorted and transported to the finished product storage site as soon as possible, neatly stacked, and not stored at the production site. The storage site of the finished product should be separated from the production line to avoid corrosion of the galvanized layer of the angle steel due to the acid mist and smoke emitted from the workshop , which will reduce the surface gloss of the galvanized layer, such as blackening, dullness, etc. , Which in turn causes the surface quality to decline. This phenomenon sometimes causes customers to misunderstand that there is a problem with the company's hot-dip galvanizing process, which will shake the subsequent cooperation.