The publisher:wanzhi|viewed: 1670
Release time:2020-10-15
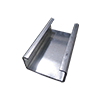
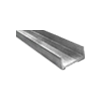
Hot-dip galvanized angle steel process: angle steel pickling → water washing → dipping assist plating solvent → drying and preheating → rack plating → cooling → passivation → cleaning → polishing → hot-dip galvanizing completion. The thickness of the galvanized layer of the hot-dip galvanized angle steel is uniform, up to 30-50um, and has good reliability. The galvanized layer and the steel are metallurgically bonded and become a part of the steel surface, so the durability of the coating of the hot-dip galvanized angle steel is relatively reliable .
1. Hot-dip galvanized angle steel is also called hot-dip galvanized angle steel or hot-dip galvanized angle steel. It is to immerse the derusted angle steel in a molten zinc solution at about 500°C to attach a zinc layer to the surface of the angle steel to achieve the purpose of anti-corrosion. It is suitable for various strong acids, alkali mists and other strong corrosive environments. Angle steel pickling-water washing-immersion boosting solvent-drying preheating-rack plating-cooling-passivation-cleaning-polishing-hot-dip galvanizing completed. The thickness of the galvanized layer of the hot-dip galvanized angle steel is uniform, up to 30-50um, and has good reliability. The galvanized layer and the steel are metallurgically bonded and become a part of the steel surface, so the durability of the coating of the hot-dip galvanized angle steel is relatively reliable . The raw material of hot-dip galvanized angle steel is angle steel, so the classification is the same as angle steel.
2. The cold galvanizing process is used to protect metals from corrosion. For this reason, zinc filler coatings are used. Any coating method is used to coat them on the protected surface. After drying, a zinc filler coating is formed. The layer has a content of zinc (up to 95%). It is suitable for repair work (that is, during the repair work, only the protected steel surface is damaged, and the surface can be recoated as long as the surface is repaired). The cold galvanizing process is used for anticorrosion of various steel products and structures.
Cold galvanized coatings are mainly used for anti-corrosion through electrochemical principles. Therefore, it is necessary to ensure that the zinc powder and the steel are in full contact to produce electrode potential differences, so the surface treatment of the steel is very important. Before spraying cold galvanizing, mechanical rust removal (sand blasting, shot blasting, etc.) should be selected to make the surface cleanliness of the steel reach ISO 85O1-1 Sa 2.5, which is equivalent to GB 8923 Sa 2.5. Its text is defined as: "After the steel is mechanically derusted, there is no oil, no rust, no oxide scale and other dirt on the surface, or only slight traces; 95% of the steel surface is impacted by steel shot (sand) and exposed The luster of the metal.
"For another index of surface treatment quality-roughness, different cold galvanized materials have different requirements for roughness. In the construction instructions of Zinga, the average roughness Ra=12.5 is required, that is, the roughness Rz= 55~75 microns. In the "Strong Zinc" and "Robaru" construction instructions, the roughness requirements are slightly lower, Rz=40~60 microns.
If the cold galvanizing film is formed separately, when used as an anticorrosive coating, the surface The roughness can be controlled to be slightly smaller to ensure the thickness of the cold galvanized coating; and when cold galvanized is used as the bottom layer of the heavy-duty anti-corrosion coating, the total supporting coating thickness is greater than 180 microns, in order to ensure the adhesion of the entire coating, The surface roughness Rz of steel should be greater than 60 microns.